Вид климатического исполнения установки У3 ГОСТ 15150-69. Установка предназначена для работы в закрытых помещениях. Группа условий эксплуатации по механическим воздействиям – М1 по ГОСТ 17516.1-90.
Стандартная комплектация: горелка SR-17 (4м), кабель обратный с клеммой заземления (3м), колпачок длинный 1шт., колпачок короткий 1шт., сопло керамическое №4,5,6,7 по 1шт., держатель цанги 3,2мм 1 шт., цанга 4 шт., вольфрамовый электрод WС-20 1,6 мм 1шт.
Лицевая панель TIG-200P AC/DC BIMArc
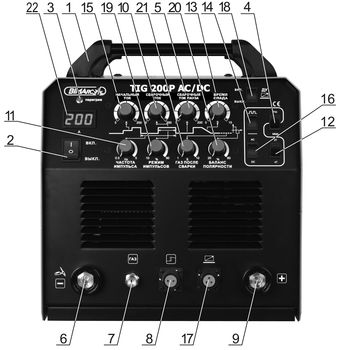
1 – ручка для транспортировки 2 – выключатель питания 3 – светодиодный индикатор «Перегрев» 4 – переключатель вида сварки (ММА/ТИГ) 5 – регулировочная ручка «Сварочный ток пауза» 6 – гнездо панельное «-» 7 – разъём для подключения горелки 8 – разъём кнопки горелки 9 – гнездо панельное «+» 10 – регулировочная ручка «Сварочный ток» 11 – регулировочная ручка «Частота импульса» 12 – переключатель режимов 2Т/4Т 13 – регулировочная ручка «Время спада тока» 14 – переключатель режимов TIG сварки: импульсная сварка/сварка без импульса 15 – регулировочная ручка «Начальный ток» 16 – переключатель рода сварочного тока AC/DC 17 – разъём дистанционного управления 18 – переключатель местное/дистанционное управление 19 – регулировочная ручка «Режим импульсов» 20 – регулировочная ручка «Баланс полярности» 21 – регулировочная ручка «Газ после сварки» 22 – дисплей
Основные преимущества сварочного аппарата TIG-200P AC/DC BIMArc:
- низкое энергопотребление;
- малый вес и габаритные размеры;
- цифровая индикация сварочного тока;
- наличие пульсирующего режима сварки;
- широкий диапазон регулирования сварочного тока;
- бесконтактный поджиг дуги в режиме ТИГ на переменном и постоянном токе;
- легкое возбуждение и устойчивое горение дуги; наличие термозащиты от перегрузки;
- быстроразъемные и безопасные токовые разъемы;
- современная конструкция панели управления.
В режиме аргонодуговой сварки TIG-200P AC/DC BIMArc обеспечивает:
- плавную регулировку времени нарастания тока в начале сварки (плавная регулировка начального тока сварки во всем диапазоне позволяет выбрать наилучший режим поджига дуги в зависимости от вида выполняемых работ);
- плавную регулировку тока сварки; плавную регулировку времени спада тока в конце сварки;
- плавную регулировку времени подачи газа после сварки;
- возможность работы в режимах «длинные швы» (4-х тактный режим) и «короткие швы» (2-х тактный режим);
- регулировку оптимального соотношения очищающей и проплавляющей способности дуги в режиме ТИГ-AC. При сварке в режиме ТИГ на переменном токе регулировка баланса влияет на проплавление и очистительный эффект;
- плавную регулировку частоты, величины импульса и величины паузы сварочного тока в пульсирующем режиме сварки;
- плавную регулировку тока короткого замыкания (режим «ARC FORCE»).










