Работа электрошлаковой установки АД-381Ш
Автомат укомплектован набором проводов для цепей управления, связывающих устройство управления автомата с блоком питания.
Источники сварочного тока поставляются по дополнительному договору с Заказчиком. Рекомендуется использовать в качестве источников сварочного тока выпрямители с жесткой вольтамперной характеристикой и максимальными токами до 1000А при ПВ=100%.
Сварочные кабели должны иметь сечение не менее 95 мм² на каждый электрод.
Устройство и работа автомата АД-381Ш
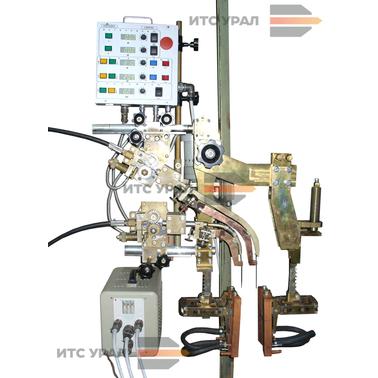
Автомат представляет собой самоходное устройство, состоящее из ходового механизма, двух подвесок ползунов, двух ползунов, двух механизмов подачи электродов, двух корректоров и двух мундштуков. Катушки электродной проволоки размещаются на подставках отдельно, вблизи автомата. Там же размещается блок питания.
Ходовой механизм перемещает автомат вверх с прижатыми двумя ползунами, мундштуками и механизмами подачи.
Корректоры служат для направления электродов в щелевую разделку в зону электрошлаковой ванны.
Мундштуки снабжены двухкоординатными угловыми корректорами.
В блоке управления размещены электрические схемы управления, а на его передней панели размещены контрольные приборы и элементы управления источниками сварочного тока, механизмами ходовым и подачи электродов. Штепсельными разъемами блок управления соединен с электродвигателями ходового механизма, механизмами подачи электродов и блоком питания.
Направляющий блок закрепляется на поверхности свариваемых изделий с помощью приварных ушей, призм-подставок и закладных конических клиньев.
Для измерения технологических параметров при сварке в блоке управления автомата установлены приборы, которые обеспечивают измерение и контроль напряжения скорости сварки, скоростей подачи электродов. В блоке управления установлены приборы регулировки параметров автомата при наладке и при сварке.
Разборка и сборка узлов автомата при техническом обслуживании и текущем ремонте производится стандартным инструментом. Специальный инструмент и приспособления не требуются.
Описание и работа составных частей автомата АД-381Ш
Механизм ходовой представляет собой трехколесную приводную тележку. Приводом служит электромеханизм А547У.1.84.00, который приводит червячный редуктор, на выходном валу которого размещено ходовое колесо с V-образной проточкой, конуса которого выполнены с рифлениями. Одно из колес подпружиненное, что позволяет зажимать ходовой механизм без люфта на направляющем рельсе. Направляющим рельсом служит неотработанный равнобокий уголок сечением 50х50, который закрепляется на свариваемом изделии с помощью приварных ушей, прижимных подставок и закладных конусных клиньев. Регулировка скорости перемещения осуществляется с блока управления регулировкой скорости движения.
К корпусу тележки прикреплена передняя подвеска, несущая два подающих механизма, два мундштука, два корректора, подвеску переднего ползуна. На тележке также закрепляется блок управления.
Автомат снабжен двумя мундштуками верхним и нижним. Их конструкции одинаковы. Они служат для направления проволочных электродов в зону сварки и подачи к ним сварочного тока. Оба мундштука выполнены в виде двух изогнутых пластинок, шарнирно скрепленных друг с другом. Мундштуки имеют два угловых корректора для электродов: поперек разделки и вдоль разделки. Кроме того, мундштуки имеют возможность подстраиваться линейно вдоль разделки, меняя расстояние между концами электродов в разделке.
В автомате два подающих механизма. Механизм подающий служит для подачи электродной проволоки от катушек в мундштуки. Он представляет собой цилиндрический одноступенчатый редуктор, который приводится электромеханизмом А547 УЛ.84.00. Регулировка скоростей подачи осуществляется заменой сменных шестерен, а также с помощью регулятора скорости на блоке управления. Подающие ролики выполнены в виде шестеренок с V-образными проточками.
Для прижима переднего и заднего формирующих ползунов к свариваемым поверхностям изделия служат подвески ползунов, которые закрепляются на планках передней и задней подвески. Прижим ползунов осуществляется двумя ножами-упорами, которые связаны между собой параллелограммно поперечными планками. Задняя цепь подвески ползуна выполнена в виде поперечной планки с бойком, по которому операторы стучат во время сварки, чтобы предотвратить отжатие ползунов от поверхности свариваемого изделия.
Ползун служит для формирования сварочной ванны и кристаллизации жидкого металла. Кроме того, он удерживает шлаковую ванну от выполнения из зоны сварки. В автомате применяются два одинаковых ползуна для переднего и заднего формирования сварного шва.
Подвеска задняя служит для закрепления на ней подвески заднего ползуна и кронштейна с пружинным стаканом. Корпус подвески имеет паз, которым он надевается на нож передней подвески и закрепляется с помощью двух болтов. Пружинный стакан служит для прижима, через подвески, обоих формирующих ползунов к передней и задней поверхности свариваемых листов. Он состоит из резьбового корпуса, пружины и упора. Регулировка усилия прижима ползунов осуществляется закручиванием или выкручиванием пружинного стакана.